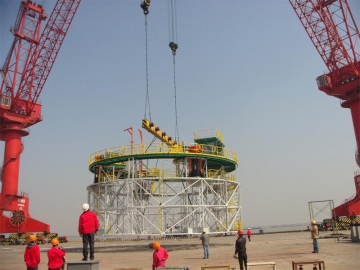
Plataforma hidráulica para mantenimiento marítimo






Diseñador: TMS Marine, Holanda
Cliente: BAM International, Australia
Fabricante: SDHM Heavy Machinery
Ubicación: Puente travesía marítima en Australia
Tiempo del proyecto: 1 de agosto de 2013
Cantidad de ingeniería:
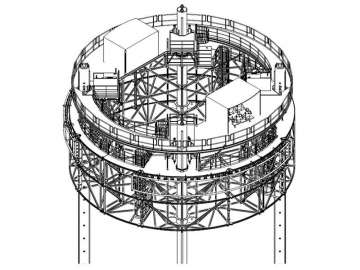
Tamaño: 18mx18x11m; Peso: 85 toneladas de plataforma hidráulica de mantenimiento marítimo
Estándar:
UT AWS D1•1/D1•1M•2010, nivelⅡ
Ensayo de partículas magnéticas (MT): JB/T6061
Prueba de penetración (PT): JB/T6062
Detalles
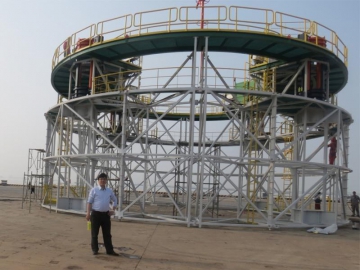
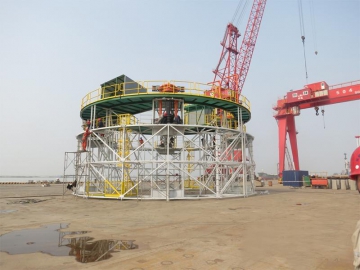
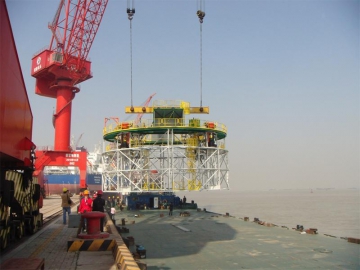
La plataforma hidráulica para mantenimiento marítimo fue diseñada por la empresa holandesa TMS para BAM de Australia y fue fabricada por Wuxi SDHM. Se utiliza un total de 4 sets de plataformas para la inspección y el mantenimiento de los pilotes de este puente de gran longitud. Este tipo de plataforma posee la función de elevación hidráulica automática.
Análisis del proyecto
A. La plataforma hidráulica de elevación está compuesta por 4 componentes principales:
1. Marco principal de la plataforma
2. Pilotes de elevación
3. Cabeza en cruz
4. Barandillas
B. Características de la estructura:
El marco principal de la plataforma es una estructura de armazón hecha de tubos de acero cuadrados con un espesor de pared de 5 a 10mm y un grado de Q345B/Q345C GB/T3274-2007. El pilote está hecho con tubería soldada de costura recta de 762 x 32 de acero Q345B.
Como los tubos empleados para la plataforma son delgados y tienen numerosas juntas de soldadura, se elaboran con materiales resistentes a bajas temperaturas (0 ℃ a -20 ℃).
Teniendo en cuenta la capacidad de carga, llevamos a cabo el siguiente procedimiento de soldadura:
C omo materiales de soldadura usamos principalmente: Alambre de núcleo fundente FCAW grado HYE711 (AWS A5.20 E71T-1), alambre para soldadura de arco sumergido SAW grado H10Mn2 (AWS A5.17) y fundentes de soldadura SH331. Nuestros soldadores cumplen estrictamente con las normas del sistema de gestión de la fábrica para la utilización de los materiales de soldadura.
Soldadura con gas de protección CO2: La pureza del CO2 es igual o superior a 99.8%, lo que satisface los requisitos de calidad de soldadura. También se controla el contenido de agua y el punto de rocío es igual o inferior a -35℃ / 1 bar.
Los bordes biselados de las placas deben estar limpios, sin manchas de aceite u óxido y deben mantenerse secos.
Para la costura de soldadura de empalme se aplica una plancha de entrada del cordón y una plancha de salida del cordón y se las corta a una distancia mínima de 3mm del metal base después de la soldadura y su superficie se pule.
La soldadura por puntos generalmente se realiza en el respaldo de la primera capa de soldadura y carece de defectos. Como la soldadura por puntos se considera parte del metal de soldadura, se realiza con sumo cuidado.
La costura de soldadura en ángulo en la esquina debe ser lisa y socavada. El encendido y el apagado evitan eficazmente las esquinas.
Cuando la placa gruesa y la placa fina se conectan, el precalentamiento se hace en función de la placa gruesa.
| Espesor de la placa (mm) | Temperatura de precalentamiento (℃) |
| 3 ~ 20 | 35 |
| 20 ~38 | 65 |
| 38 ~ 65 | 107 |
| 65 ~ 150 | 120 |
8. Para los pilotes, se emplea la soldadura con respaldo y se realiza la soldadura con gas de protección en la parte inferior y la soldadura por arco sumergido en la superficie.
9. Se utiliza la soldadura de múltiples capas con una fusión completa entre las capas. La superficie debe ser lisa y sin socavado, y en caso de haber socavado se pulen los extremos soldados para que no se produzca la concentración de tensiones.
10. Las piezas forjadas y placas gruesas necesitan el precalentamiento a una temperatura requerida.
11. Para las placas de menos de 16mm se realiza el biselado y el saneado de la base antes de la soldadura de ranura simple. En el caso de las chapas de acero de 16-25mm se efectúa la soldadura de ranura con doble bisel, mientras que para las placas más de 26mm se lleva a cabo la soldadura de ranura doble asimétrica y el saneado de raíz en 1/3.
12. El ensayo no destructivo para este proyecto se ejecutó 24 horas después de la soldadura según las especificaciones del diseño.





")




















